
Reduce casting loss during aluminum Aluminum Foundry
Aluminum Foundry Casting converts liquid aluminum into finished products and semi-finished products of aluminum ingots, bars or other shapes through processes such as batching, stirring, standing, refining and slag. Aluminum and aluminum alloys will have different degrees of loss during the casting process due to oxidation, refining, slag and other reasons.
Aluminum casting loss is the general term for the metal and aluminum alloy in the smelting process due to oxidation, volatilization and non-recoverable metal loss caused by interaction with the furnace wall and refining agent.
The main external manifestation of casting loss can be divided into two parts: one is in the form of pure aluminum ash, and the other is in the form of bulk aluminum and defective aluminum and aluminum slag.
The principle of oxidative burning of aluminum can be further understood by the following chemical equations.
In the melting temperature range, aluminum has a high affinity with oxygen and is easily oxidized. After oxidation, the surface forms Al2O3 film, and when it is higher than 500 °C, it is metastable r-Al2O3.
During the transition of the metastable oxide film to the stable oxide film, volume shrinkage occurs and further oxidation and cracking occur.
As the temperature of the aluminum liquid increases and the time increases, the oxide film grows faster, and the amount and thickness of oxidation increase significantly.

The factors affecting the casting loss are
1) Liquid aluminum temperature.
2) Contact strength of aluminum liquid and oxygen.
3) Aluminum content in aluminum slag.
4) The aluminum liquid brought out by the slag.
5) How much is the defective aluminum and bulk aluminum.
6) Other losses
Reduce the contact force between the aluminum liquid and the air. The greater the contact force between the liquid aluminum and the oxygen, the more serious the oxidation loss, and the greater the casting loss.
1) Reduce the contact time between liquid aluminum and oxygen: 1 Under the conditions of production requirements, the aluminum in the furnace should be turned into a finished product as soon as possible, and it is better to work on duty when the shift is on duty. Do not let the liquid aluminum stay in the furnace for too long; 2 Reasonably place the casting equipment, shorten the length of the launder as much as possible to reduce the exposure time of liquid aluminum in the air, and at the same time, cover the upper part of the launder with aluminum silicate insulation board, which not only has a certain thermal insulation effect, but also reduces the oxygen content in the launder. .
In short, to prevent the aluminum liquid from being stored in the mixing furnace for a long time for various reasons, to reduce the contact time between the aluminum liquid and the oxygen to reduce the casting loss.
2) Control liquid aluminum mixing method: Whether it is artificial large-scale stirring or mechanical stirring, it is carried out under the open state of the furnace door, which not only brings huge fluctuation of liquid level, increases contact area with oxygen but also increases oxygen content in the furnace. The amount will accelerate the above chemical reaction, and the burning loss will increase. Electromagnetic stirring can be carried out in a closed state and the liquid level fluctuation is small, effectively avoiding the corresponding disadvantages, and at the same time reducing the moisture in the air into the furnace and reducing the probability of absorption of hydrogen by the liquid aluminum.
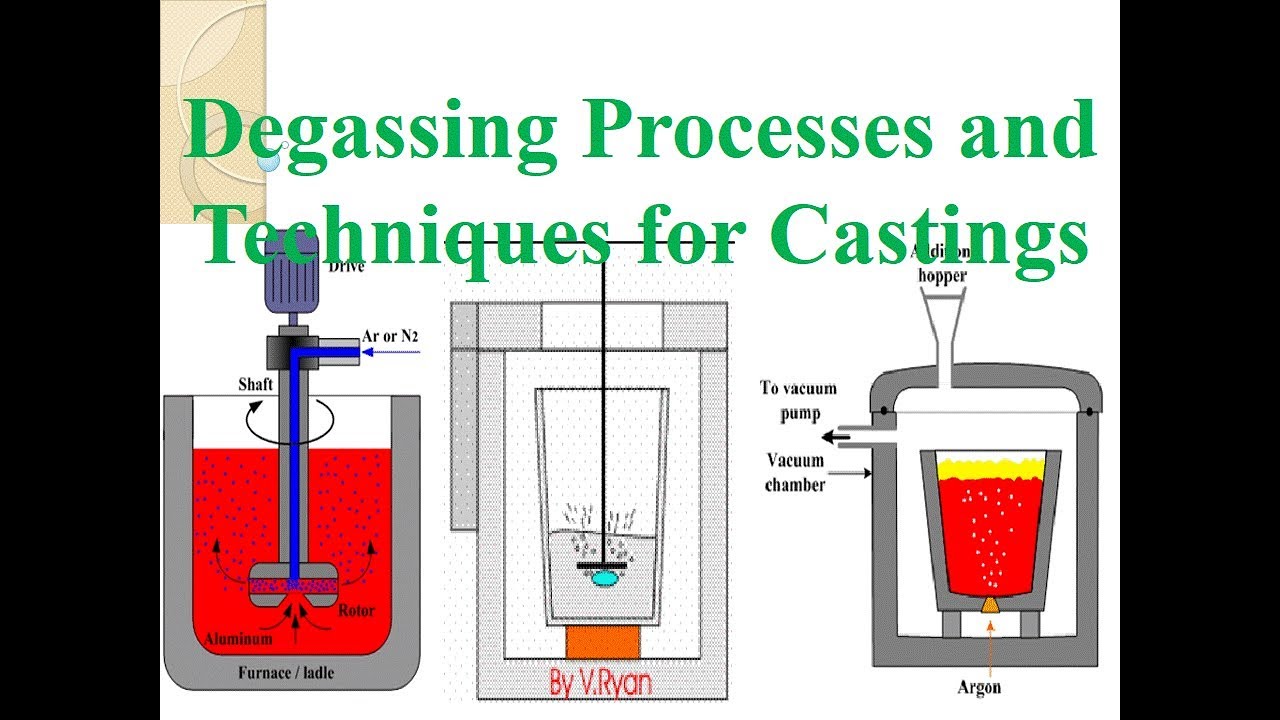
3) Control the bubble height during liquid aluminum refining: the general refining method is to manually spray the refining agent into the furnace and then carry out the stirring and refining, but for some alloy production, it needs to be blown with nitrogen for refining (longer refining time, up to 30 minutes) Left and right), there must be a certain bubble height and horizontal to the side, vertical to the head, driving the large fluctuation of liquid aluminum, so it is better to adjust the nitrogen pressure, the bubble height is controlled at 10-15mm.

DTECH keeps focusing on the manufacture of the metallurgical material.
ADTECH is one pioneer following by the International Enterprise, who keeps focusing on the manufacture of the metallurgical material.
1.Ceramic Foam Filter
2.Degassing Unit
3.Filter Box
4.Hot-top casting series
5.Roll casting nozzle
6.Flux series
7.Other Metallurgical Material
SALES@ADTECHAMM.COM
Related posts:
 Liquid Aluminum
Liquid Aluminum
 Metallurgy Of Aluminium
Metallurgy Of Aluminium
 aluminum alloy melting process
aluminum alloy melting process
 Features of smelting aluminum alloys
Features of smelting aluminum alloys
 Degassing Process In Die Casting
Degassing Process In Die Casting
 Aluminium Alloys Filtration
Aluminium Alloys Filtration
 Molten Aluminum Refining Plant
Molten Aluminum Refining Plant
 Temperature control during melting of aluminum alloy
Temperature control during melting of aluminum alloy
 Use Ceramic Filter For Foundry
Use Ceramic Filter For Foundry
 Ceramic Filter For Foundry
Ceramic Filter For Foundry
 Aluminum Casting-Foundry Ceramic Foam Filter
Aluminum Casting-Foundry Ceramic Foam Filter
 Aluminum Ingot Continuous Casting Filter Foundry
Aluminum Ingot Continuous Casting Filter Foundry
 Aluminum Casting Foundry
Aluminum Casting Foundry
 Aluminum Casting Supplies
Aluminum Casting Supplies