
Foundry Casting Filtration
Foundry Casting Filtration should pay attention to several issues.
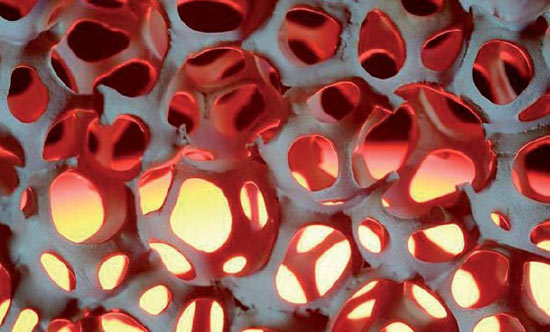
The advantages of the foam ceramic filtration technology are that it is simple and easy to remove small and suspended slag inclusions and inclusions in the aluminum melt, thereby improving the quality of the ingot and has been widely used in many countries.
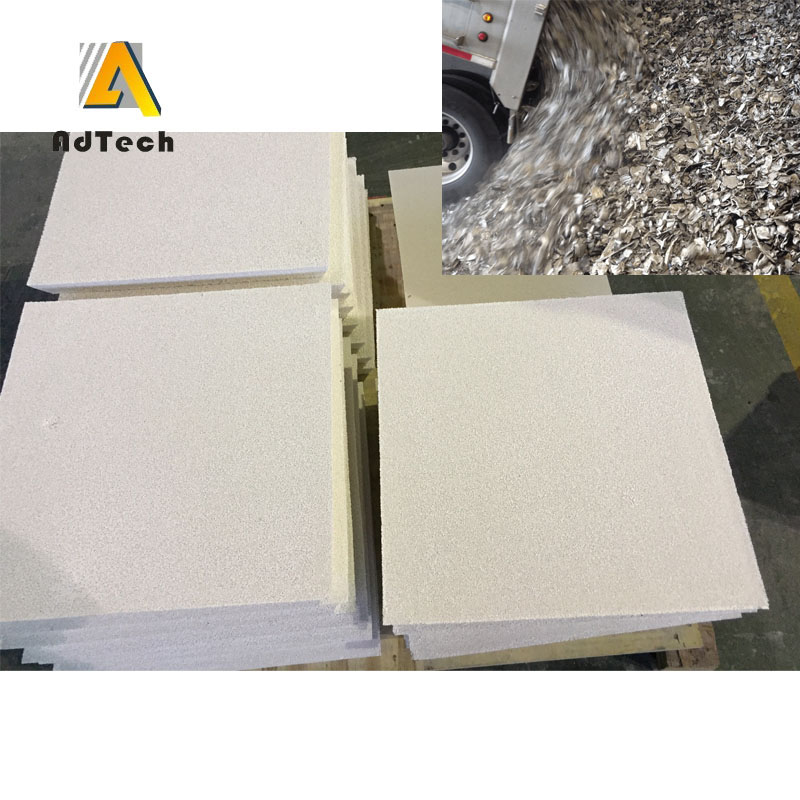
The material used in the ceramic foaming technology is a ceramic foam board.
When the shape of the inclusions and slag inclusions is smaller than the pore diameter of the filter plate and there is a certain pressure head, they are retained in the pores under the combined action of fluid dynamics, inertia, deposition, direct interception, collision and adsorption. The inner surface, the hole gap, etc., filter the melt.
According to our experience, several issues that should be noted when using foam ceramic filtration are:
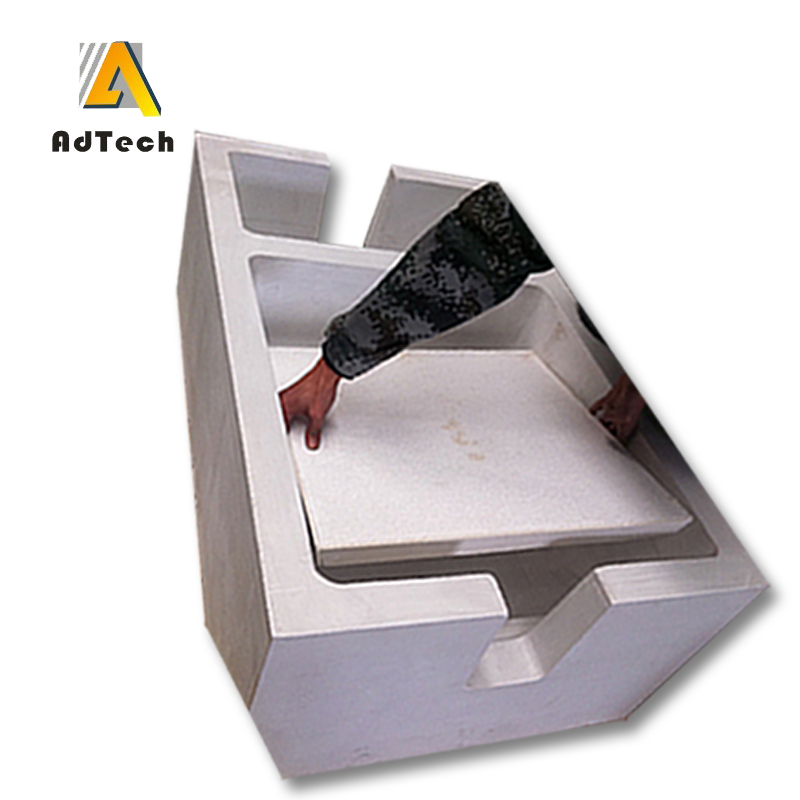
1. The initial indentation aluminum melt initially passes through the pores of the filter plate, and it is necessary to overcome the surface tension, the flow along the path and the resistance of the local flow, and then there must be a certain initial pressure head.
Only the initial head of the aluminum melt is satisfied, and the aluminum melt can be filtered through the pores of the filter plate. Otherwise, the filtration process of the aluminum melt is difficult to achieve.
Therefore, the initial indenter is the key to the ability to form a filter. The pore size of the filter plate, the temperature of the melt and the chemical composition are all factors influencing the initial head.
In use, it is found that the initial indenter is generally millimeters. After the filter plate enters the working state, that is, the steady state, the pressure head is about millimeter to ensure the smooth progress of the filtration.

2. Temperature In the initial stage of Foundry Casting Filtration, the aluminum melt temperature is initially reduced as the Alumina Ceramic Foam Filter absorbs the heat of the aluminum melt.
In order for the aluminum melt to maintain sufficient fluidity at the initial stage, the temperature is usually not lower than that, and the filter plate is sufficiently preheated before use, and the temperature is preferably.
3. Filtration Accuracy In general, the smaller the pores of the filter plate, the more the particle particles are filtered out; the thicker the filter plate, the smaller the particle size of the filtered particles, that is, the higher the filtration precision.
However, the thickness of the filter plates provided by the filter board manufacturer is usually constant.
In order to ensure and improve the Foundry Casting Filtration, in addition to the use of smaller pore filter plates, the melt should be strictly refined.
It is best to use a fiberglass board for coarse filtration and then filter with a filter plate.
4. Filtering flow rate Select the filter plate of the appropriate specification to have a certain filtration flow rate to ensure stable supply flow, which is more important for semi-continuous casting.
The filtration flow rate of the filter plate is related to the through-hole ratio of the filter plate.
For a filter plate of a certain size, the filtration flow rate is proportional to the through-hole ratio of the filter plate. When Foundry Casting Filtration, the large porosity particles in the aluminum melt have a blocking effect on the pores of the filter plate, which reduces the through-hole ratio.
In addition, the large surface particles that are not wet have a large surface tension, which will make it difficult for the aluminum melt to pass through the filter plate or make the melt flow smaller. Therefore, the melt refining should be strengthened, and the glass fiber may be pre-filtered or filtered. Board and other measures.
Related posts:
 Foundry Ceramic Foam Filter For Aluminium
Foundry Ceramic Foam Filter For Aluminium
 Metallurgical Molten Aluminium Foundry Ceramic Filters
Metallurgical Molten Aluminium Foundry Ceramic Filters
 Ceramic Filter Foundry
Ceramic Filter Foundry
 Alumina Ceramic Foam Filter for Cast House Molten Aluminium Filtration
Alumina Ceramic Foam Filter for Cast House Molten Aluminium Filtration
 Foundry Foam Ceramic Filter
Foundry Foam Ceramic Filter
 Aluminium casting Ceramic foam filter
Aluminium casting Ceramic foam filter
 Aluminum Foundry Foam Ceramic Filter Operation
Aluminum Foundry Foam Ceramic Filter Operation
 Foundry Ceramic Filters
Foundry Ceramic Filters
 For Aluminium Casting Filtration
For Aluminium Casting Filtration
 Aluminium Foundry and filtration
Aluminium Foundry and filtration
 Aluminum Casting Foundry
Aluminum Casting Foundry
 Aluminum Casting Filtration
Aluminum Casting Filtration
 Ceramic Foam Filter Casting Filtration
Ceramic Foam Filter Casting Filtration
 High Temperature Metal Aluminium Filtration Casting Filter
High Temperature Metal Aluminium Filtration Casting Filter